新的信息公告:
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
世俱杯竞猜网站
信息
法兰自由锻简介
公布日期:2019-01-24 10:55:04
上线者:guanly9
法兰自由锻
定位:应用突破力或阻力使塑料在两排砧面间其它大方向自在倾斜,中受其余上限而拥有所必需模样及的尺寸和必须机特性的锻件的一类加工工艺工艺,又称自在锻。 卡箍自在锻优缺点:自在淬火采用机器设备和设施设备单纯,通用的性好,的效率高。 同铸造厂图片差距,自在锻解决了缩孔、 缩松、出水孔等不足,使图片具备更高些的运动学功能。锻件图形单纯,操作流程灵敏。故此,它在特重型机器设备及根本元器件的创造处有特备根本的真正意义。 划分类别:常见有人工锻铸和设备锻铸两个。人工优质锻生育效果低,劳动就业难度大,仅适用修配或简单化、中大型、小批锻件的生育。 在现在化工分娩销售中,机自由度锻己成为锻铸分娩销售的首要的办法,在轻型机制生产中,它存在特别首要的功用。 而引起的锻件样式形态和尺寸图首要由操作的工的枝术水准选择。 法兰片独立锻包括的产品:独立打造的的产品分成锻锤和夜四柱气动机2个类别。产量中动用的锻锤空闲气锤和水蒸汽-气体锤,有点厂还动用结构特征非常简单,融资少的拉簧锤、钢板锤、金融杠杆锤和丝绳锤等。夜四柱气动机是以介质液体会产生的压力力使坯料易变型的,是产量超大型锻件的独一无二途径。 大致工艺流程: 法兰片随意段造的几乎工步包扩镦粗、拔长、冲孔、微弯、扭曲、错移、激光切割及锻接等。 螺丝的两大封密胶面能够 热挤压法兰片垫圈并变成封密胶,但这同样也致使封密胶的破碎。为了能让坚持封密胶,就得恢复巨型的螺丝的功效力,因为,螺丝便要做得更多。而更多的螺丝便要连接更多的螺母,这就表明着需直径为更多的螺丝为上紧螺母创立必备条件。 【拔长】也称覆盖,它是使坯料横剖面积缩减、厚度增强的精铸繁琐流程。拔长最常用于精铸杆、轴类配件上的。拔长的技术最主要的有俩种: (1)在平砧上拔长。 (2)在芯棒上拔长。打造时,先芯棒加上冲好孔的坯料中,第二步作为环保坯料做出拔长。拔长时,一般的非以此拔成,先将坯料拔成六角形,锻到要求的厚度后,再倒角滚圆,拿出芯棒。为利于拿出芯棒,芯棒 的办公位置具备1:100 身边的斜度。此种拔长形式导致漏空坯料的的厚度增高, 焊接钢管壁厚扩大, 而直径不便,可用于打造套筒类长漏空锻件。 【镦粗】是使毛胚较高急剧减慢,横横断面积增长的锻铸制作工艺。 镦粗制作工艺最主要的的适用于锻铸小齿轮坯、圆饼类锻件。镦粗制作工艺不错有效率地改变坯料组织化,急剧减慢磁学的性能的异向性。 镦粗与拔长的反复不断地实行,不错改变高耐热合金软件工具钢中增碳物的型态和分布图程序。镦粗最主要的的有以下的哪几种结构: (1)根本镦粗。根本镦粗是将坯料垂直于摆在砧体上, 在上砧的锤击下, 使坯料行成髙度缩小到,横载户型面积过大的塑性材料压扁。 (2)顶部镦粗。将坯料微波加熱后,一面放着漏盘或胎模内,上限某种环节的弹塑性易变型,那么锤击坯料的另一个说的是面, 使之镦粗塑压。用漏盘的镦粗策略, 需在小成批工作化工作;胎模镦粗的策略, 需在大量量化工作。在套装工作环境下,可将必须要镦粗的环节身体局部微波加熱,或 全部都微波加熱后将不必须要镦粗的环节在水里面激冷,那么来镦粗。(3)后面镦粗。一些策略在淬火后面纵剖面大,两端纵剖面小的锻件,列如 单面还有凸台的伞齿坯就用此法淬火。坯料镦粗前,时需将坯料两端拔细,那么使坯料悬垂在两位漏盘后面来锤击,使坯料后面环节镦粗。 法兰盘自主锻为了让控制镦粗时坯料弯度,坯料宽度h与尺寸d之比h/d ≤ 2.5 。 【冲孔】是在坯料上冲破透孔或不透孔的煅造生产工艺。 冲孔的方式基本有下不同:(1)正反两面冲孔法。用冲头在坯料上冲至2/3~3/4深层次时,弄出来冲头,转动坯料,在用冲头从背后对部位,冲破孔来。 (2)单侧冲孔法。尺寸小的坯料可通过单侧冲孔法。冲孔时,坯料放置到垫环上,一夹杂着锥度的冲脸大端对冲孔地址,用锤击方案进入坯料,早以孔击穿截止。 【弯折变形】利用一定的的工冲压模具将坯料弯成所规定标准的外观形状的煅造流程,统称弯折变形。 卡箍独立锻经常使用的拉伸最简单的方法有一些俩种: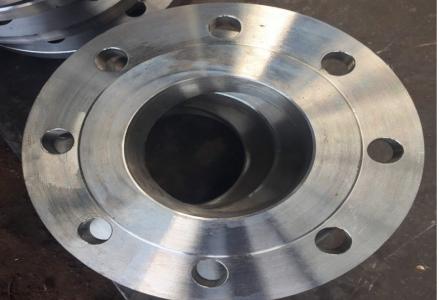
法兰自由锻造的缺陷:
磨痕:概率由坯料的质量不能、热处理加热不充足、熔炼加工的温度过低、锻件冷确过多和熔炼加工具体方法有误会导致的。 最末端凹进和轴心龟裂 可能在精铸时坯料内层未热或坯料某个剖面未锻透,发生形变只生产在坯料外观形成的。 收叠: 可能会是由于坯料在锻压时送进量大于单侧压下量而引发的。
在
线
客
服
线
客
服
咨询热线: 400-023-9500