最近通知:
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
世俱杯竞猜网站
信息
重庆法兰热处理加工工序
发布了日期:2021-02-24 16:24:57
发布消息者:guanly9
当热处理是重庆法兰加工过程的最后工序时,热处理畸变的允许值就是图样上规定的重庆法兰尺寸,而畸变量要根据上道工序加工尺寸确定。为此应与机加工部门协商,按照重庆法兰的畸变规律,在热处理前进行尺寸的预修正,使热处理畸变正好处于合格范围内。
当热治理是中间的工作时,热治理前的生产厂容量应看作机生产厂容量和热治理突变量之和。一般机生产厂容量易确定好,而热治理突变量因为影晌方面多,非常僵化,之所以为厂家生产厂留边够了的生产厂容量,同样均可用于热治理合法突变量。 东莞卡箍的设备构造、尺码、外观对热加工崎变与干裂有好大印象。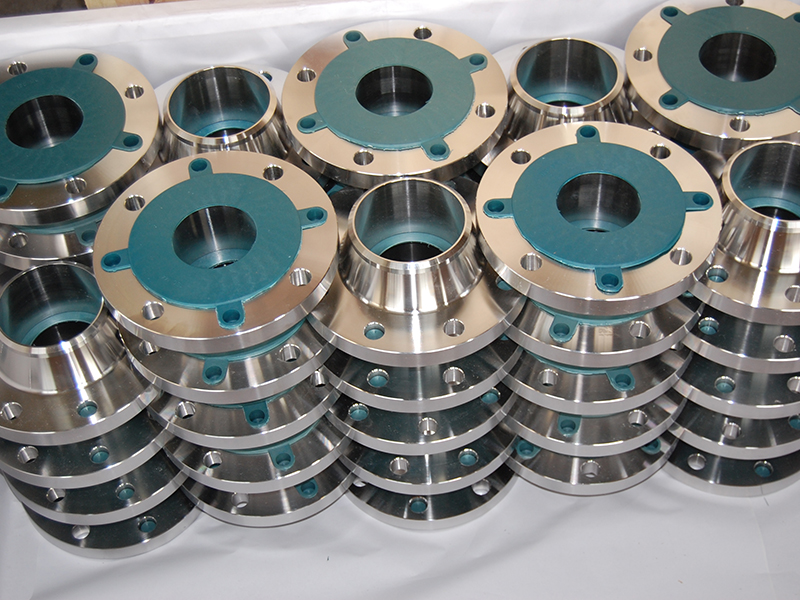
在
线
客
服
线
客
服
咨询热线: 400-023-9500
上优不锈钢钢管扣件-20年石雕文化沉淀,认准于蝶阀法兰不锈钢钢管扣件制造行业
生产地址:重庆市九龙坡区华龙大道89号
咨询电话:400-023-9500 公司电话:
移动电话: 公司传真:
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by
咨询电话:400-023-9500 公司电话:
移动电话: 公司传真:
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by